







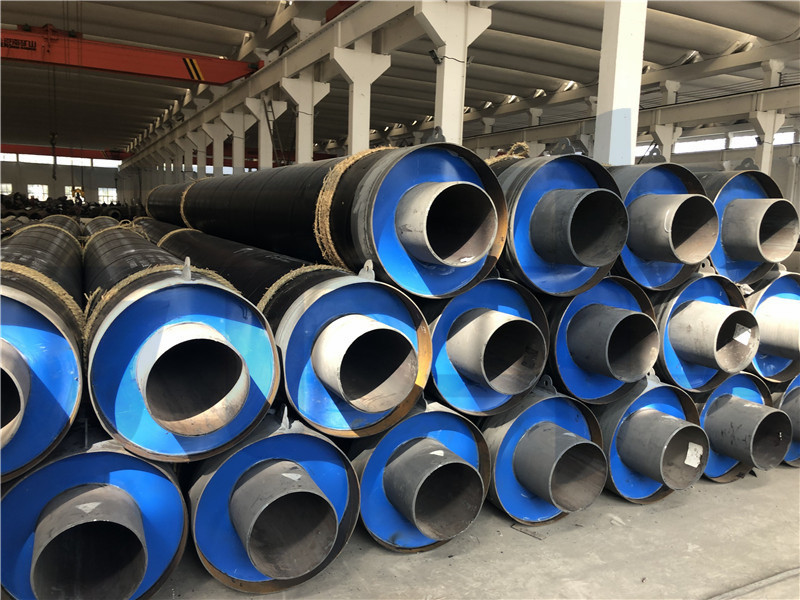
聚氨酯直埋式保溫管在澆注(zhù)聚(jù)氨酯泡沫時,有幾種方法。這些方法各有優缺點。下麵元豐管(guǎn)道就帶您來了解一下。
1、傾斜發(fā)泡。即在傾斜的發泡平台之上注料發泡。利用聚氨酯發(fā)泡機的注料壓力和聚氨酯混合物乳化後的流動性,利用液壓發泡平台的傾斜(xié)角度,從一側封堵開口注(zhù)料。聚氨酯混合料(liào)同時注滿(mǎn)預製直埋保溫管的保溫(wēn)空間,通過發(fā)泡機設計好聚氨酯混合料參數,使預製(zhì)直埋保溫管聚氨酯硬泡達到(dào)預(yù)期的密度。
這種發泡方法的優點是聚(jù)氨酯硬泡之中(zhōng)幾乎沒(méi)有氣孔和長氣泡。傾斜澆(jiāo)注之下注料,同樣借助高壓(yā)聚氨酯發泡設備把混合(hé)的聚氨酯黑白料在保溫空間往後噴射(shè),但(dàn)聚氨酯在乳化反(fǎn)應(yīng)後是往噴口流動,實際是聚氨酯發(fā)泡是(shì)從(cóng)下往上發泡,乳化之後的聚氨酯粘度增加(jiā),發泡阻力增加,雖然聚氨酯硬質泡沫氣孔和長泡被克服(fú),但(dàn)很難使預製直埋式保溫管聚氨酯硬質泡沫密度均勻,在高端處的聚氨(ān)酯硬質泡沫密度達到設計要求時,低端密(mì)度和高端密度相(xiàng)差(chà)可達10%。
2、水平發泡(pào),中間開孔澆注,中間注料往兩頭發(fā)泡。聚氨酯(zhǐ)硬(yìng)質泡沫的密度應(yīng)在兩側相(xiàng)同(tóng)。也可對聚氨酯發泡機的注料參(cān)數進行控製,使聚氨酯泡沫密度達到預期要求。缺點是聚氨(ān)酯硬質(zhì)泡沫保溫層有氣泡和長孔,若注塑孔密封不合(hé)格,不能達到19Mpa的抗拉強度和大於450%的斷裂伸長率的標(biāo)準要求。
3、噴塗(tú)纏繞保溫管噴塗發泡是生產聚(jù)氨酯預製直埋保溫管的一種新工(gōng)藝(yì)。這種工藝的(de)使(shǐ)用,徹底解(jiě)決了聚氨酯硬(yìng)泡的氣(qì)孔和長氣泡的問題,也不用擔心聚(jù)氨酯硬泡密度不均勻(yún)的(de)問題,密度(dù)可達到60kg/m的(de)要求。缺點是此工藝為連續生(shēng)產,在連續生產設備上,若(ruò)聚氨酯硬質泡沫被(bèi)壓縮變形或(huò)碾碎,則無法實現後續的聚乙烯纏繞工藝。







 冀公網安備 13010402002202號
冀公網安備 13010402002202號