







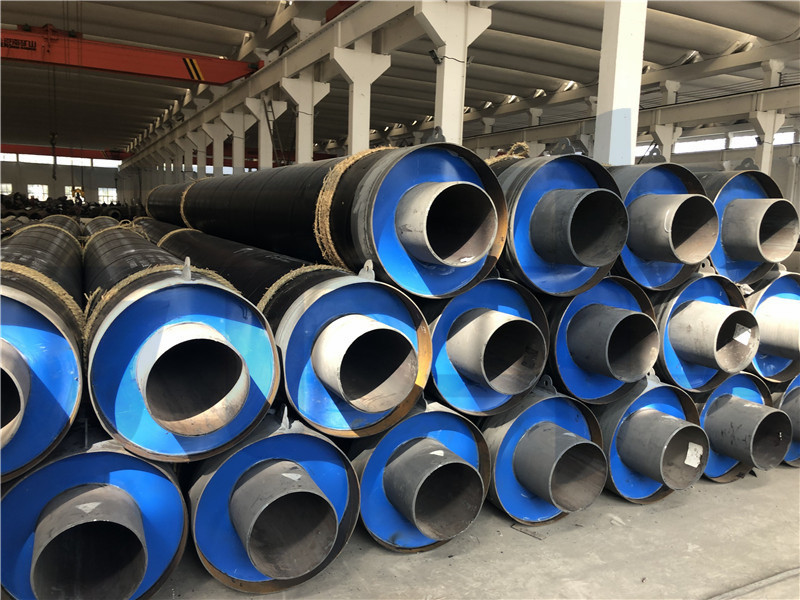
鋼套鋼保溫鋼管(guǎn)內部裂(liè)紋怎麽辦(bàn)
(1)嚴格(gé)控製中間包的過熱度,根據(jù)鋼包保溫鋼管(guǎn)鋼種(zhǒng)的要求(qiú),減少鋼包保溫鋼管鋼坯內部微縮孔的形成或降低(dī)柱狀晶的(de)發展程度。
(2)嚴格按照規範要求降低中間包速度,並按規範要求進行尾(wěi)割作業,以保證鋼套管保溫鋼管尾坯的內部(bù)質(zhì)量。
(3)更(gèng)換模(mó)具時,應檢查底(dǐ)滾弧和弧段弧。鋼(gāng)套管絕緣鋼管的模具及底輥的電弧狀態檢查不(bú)及時。
(4)護套鋼絕緣鋼管每次澆注後,應仔細(xì)檢查二次(cì)冷(lěng)卻水(shuǐ)和輥(gǔn)道的狀況。不符合要求的(de),不(bú)準生產。
(5)鋼套管保溫鋼管連鑄的主控工長應(yīng)隨時掌(zhǎng)握電磁攪拌(bàn)的電流波動情況。如果電磁混合(hé)的電流波動大於±10a,則記錄下流量數和啟停時間。如果電(diàn)磁(cí)攪拌不能投入運行或電流小於400A,則(zé)按規格長度裁切廢料。
(6)如果在機器前方發現(xiàn)結晶器極化,應通知維修人員測量結晶器的極化波動,並及時調整。







 冀公網安備 13010402002202號
冀公網安備 13010402002202號